Graver un numéro de série sur une pièce d’acier ou personnaliser une plaque en aluminium ne relève pas du même geste technique. Derrière le mot « gravure » coexistent plusieurs procédés aux mécanismes physiques radicalement distincts, chacun produisant un résultat, une durabilité et une compatibilité matière propres. Comprendre ces différences transforme la façon d’aborder un projet de marquage : choix du support, lecture des contraintes industrielles, anticipation des conditions d’usage.
Ce qui distingue vraiment la gravure laser des autres procédés
La gravure mécanique agit par enlèvement de matière via un outil physique — fraise, burin, pointe diamant. Le résultat dépend de la dureté de l’outil et de la régularité de la pression appliquée. Ce procédé convient à des productions unitaires ou à de petites séries, mais il montre ses limites dès que la pièce présente des géométries complexes, des surfaces courbes ou des matériaux fragiles.
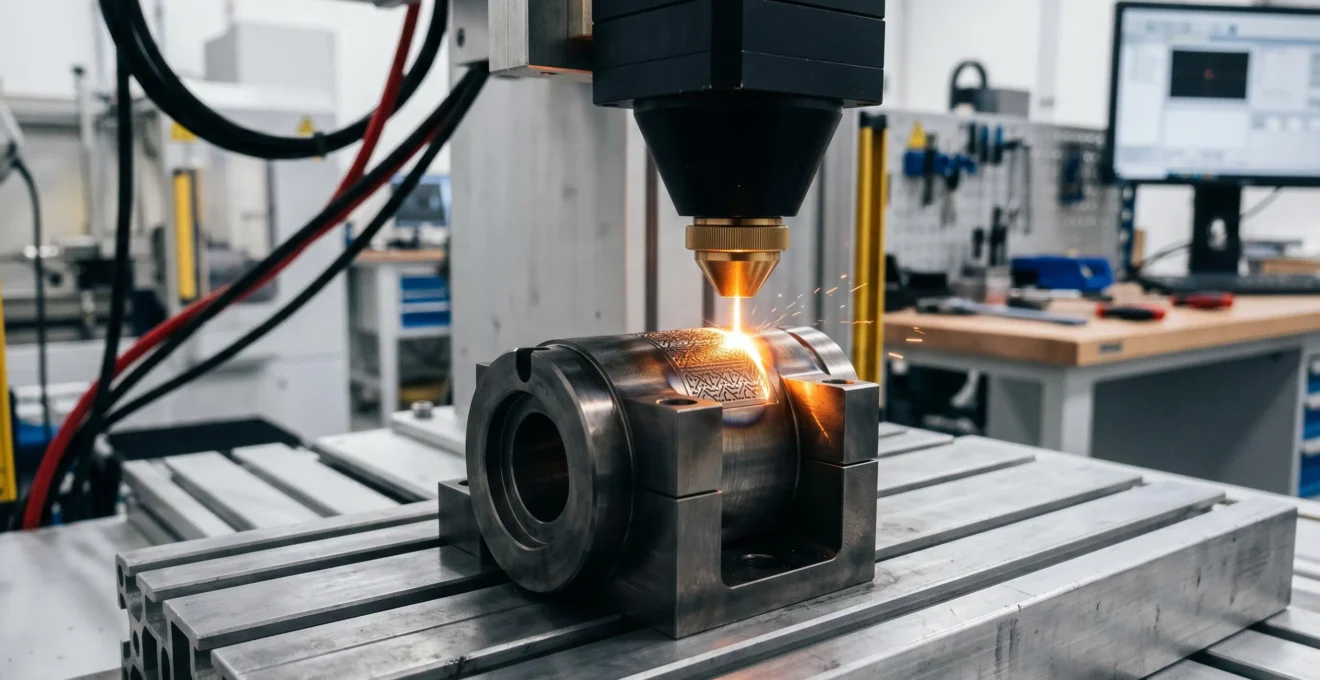
La gravure laser sur métal repose sur un principe physique d’une grande précision : un faisceau lumineux concentré vaporise la matière sans aucun contact direct, éliminant ainsi tout risque de déformation mécanique. Pour garantir un résultat inaltérable sur des pièces critiques, faire appel à un expert de la gravure laser permet de travailler sur des épaisseurs extrêmement fines avec une répétabilité parfaite. Cette technologie est aujourd’hui la norme pour les secteurs exigeant une traçabilité sans faille.
Trois types de lasers structurent le marché professionnel :
- Laser fibre (1064 nm) : adapté aux métaux réfléchissants comme l’acier inoxydable, l’aluminium et le cuivre, il produit un marquage à contraste élevé
- Laser CO2 (10 600 nm) : privilégié pour les matériaux organiques et certains polymères, il s’adapte mal aux surfaces métalliques nues sans traitement
- Laser YAG (nanoseconde ou picoseconde) : utilisé pour des applications de haute précision sur pièces de petite dimension, notamment dans le médical et l’horlogerie
La sérigraphie et le marquage chimique, rappelés dans l’enquête 2025 de 60 Millions de Consommateurs, figurent parmi les alternatives les moins résistantes dans le temps. Ces deux méthodes s’effacent sous l’effet combiné des frottements répétés et de l’exposition aux produits de nettoyage, ce qui les réserve à des usages décoratifs ou à durée de vie limitée.

Matériaux compatibles : ce que le laser peut traiter
L’une des questions les plus fréquentes lors de la préparation d’un projet de marquage concerne la compatibilité du matériau avec le procédé laser. La réponse varie selon la longueur d’onde du laser utilisé, la réflectivité de la surface et la composition chimique du support.
Les métaux constituent le domaine d’excellence du laser fibre. L’inox, l’acier, l’aluminium anodisé, le cuivre et le titane répondent tous favorablement à ce type d’irradiation. Sur l’aluminium anodisé, le faisceau détruit la couche d’oxyde en surface pour révéler le métal sous-jacent, produisant un contraste blanc sur fond coloré très lisible. Sur l’acier et l’inox, le phénomène de modification thermique génère une coloration permanente sans enlèvement de matière, désigné sous le terme de « marquage par recuit ».
Au-delà des métaux, les matériaux suivants sont régulièrement traités dans un atelier de gravure laser professionnel :
- Bois et dérivés : la gravure produit un contraste naturel par carbonisation superficielle
- Verre et cristal : le laser crée une micro-texturation en surface, obtenue par éclatement localisé du matériau
- Cuir naturel et synthétique : les paramètres sont finement ajustés pour éviter la combustion
- Plastiques techniques (PVC, plexiglas, composite) : la réponse dépend de la formulation chimique du polymère
- Ardoise : le marquage laser révèle le contraste minéral naturel du matériau
La pratique du marché démontre que les matériaux « atypiques » ne constituent pas un obstacle technique en soi. Ce sont les conditions d’usage du produit fini qui déterminent si le marquage obtiendra le résultat attendu : profondeur requise, lisibilité dans le temps, résistance chimique souhaitée.
Durabilité et résistance : ce que le marquage doit affronter
Un marquage permanent ne l’est réellement que s’il résiste aux sollicitations propres à son environnement d’usage. Trois catégories de contraintes sont à évaluer : les sollicitations mécaniques (frottements, chocs, abrasion), les agressions chimiques (solvants, acides, bases, lubrifiants) et les variations thermiques extrêmes.
Le marquage laser par gravure profonde sur métal crée une modification physique de la surface sur une profondeur mesurable. Contrairement à une étiquette ou à une peinture, le marquage ne peut pas se décoller — il fait partie intégrante du matériau. Selon le guide technique du CETIM sur la traçabilité, cette caractéristique rend le marquage par gravure laser infalsifiable pour la traçabilité des pièces industrielles, notamment pour les exigences des normes ISO 9001 et EN 9100.
320 000 salariés
Effectif employé par le secteur de la transformation des métaux en France
Ce chiffre, issu du Baromètre 2024 de l’Observatoire de la Métallurgie, témoigne du volume de production de pièces métalliques en France — et donc du volume de besoins en marquage traçable et durable qui en découle. La production de pièces a progressé de 2,5 % sur un an, renforçant les exigences d’identification pérenne à l’échelle industrielle.
Les environnements chimiquement agressifs — ateliers de traitement de surface, cuisines professionnelles, zones de maintenance industrielle — constituent le test le plus sévère pour un marquage. La résistance aux produits chimiques du marquage laser tient à sa nature physique : il n’y a pas de couche d’encre ou d’adhésif qui pourrait se dégrader par réaction chimique. La matière elle-même a été modifiée. Résultat : les solvants courants (acétone, IPA, trichloréthylène) n’altèrent pas le contraste d’un marquage laser correctement réalisé sur inox ou acier.

La durée de vie d’un tel marquage dépasse dans la pratique celle de la pièce elle-même — un avantage décisif pour les secteurs aéronautique, agroalimentaire et médical, où la traçabilité n’est pas une option mais une obligation réglementaire.
Affirmation : La gravure laser modifie les propriétés mécaniques de la pièce marquée
Réalité : Faux dans la grande majorité des configurations. La zone affectée thermiquement (ZAT) par un laser fibre correctement paramétré se limite à quelques microns. Sur des pièces d’épaisseur standard, les propriétés de résistance mécanique et de tenue à la corrosion ne sont pas impactées de manière mesurable. Seules des applications à très haute puissance sur des alliages sensibles nécessitent une attention particulière lors du paramétrage.
Préparer votre projet : les étapes décisives
Avant de transmettre un fichier à un atelier de gravure, quelques vérifications en amont évitent les allers-retours coûteux. La qualité du fichier numérique source, la nature exacte du matériau et les conditions d’usage prévues sont les trois axes à documenter avec précision. Un fichier vectoriel (format .AI, .SVG ou .DXF) garantit que les détails fins du motif ne seront pas dégradés lors de la mise en production.
Il est fréquent de constater que les projets les plus complexes ne sont pas ceux qui impliquent les matériaux les plus difficiles, mais ceux pour lesquels les spécifications d’usage n’ont pas été clarifiées dès le départ. Une plaque nominative gravée pour un trophée ne répond pas aux mêmes paramètres qu’une plaque signalétique exposée à des projections d’huile de coupe dans un environnement industriel — même si les deux sont en aluminium.
- Fournir un fichier vectoriel (format .AI, .SVG ou .DXF) pour une précision optimale
- Préciser la nuance exacte du métal (ex: Inox 304L vs 316L)
- Définir l’usage final : exposition extérieure, frottements ou milieu stérile
- Indiquer le besoin de profondeur (gravure simple ou gravure profonde industrielle)